- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Розуміння лабораторних значень: справжній спосіб читання кольору — три основні параметри для контролю різниці кольорів у технічних пластмасах
«Чи є ΔE 2,1 у звіті колориметра прийнятним чи ні?»
«Клієнт каже, що значення Lab неправильні, але мені кольори здаються майже такими ж».
Ці питання наша технічна команда чує щодня. У промисловості інженерної пластмаси різницю кольорів більше не оцінюють неозброєним оком. Незалежно від того, чи йдеться про деталі інтер’єру автомобіля, корпуси електроніки 3C або промислові структурні компоненти, клієнти майже завжди включають Стандарт прийнятності різниці кольорів, у якому чітко зазначено: ΔE ≤ 0,5, зі значеннями L, a, b у межах заданих допусків.
Отже, що таке L, a і b? І чому вони надійніші за візуальний огляд? Сьогодні ми пояснимо ці три параметри мовою виробництва технічних пластмас.

I. «Система координат» кольору: Колірний простір лабораторії
Уявіть, що для точного визначення місця на карті вам потрібні довгота, широта та висота. Колірний простір Lab — це «тривимірна система координат» для кольору.
Заснований Міжнародною комісією з освітлення (CIE) у 1976 році, він залишається світовим золотим стандартом вимірювання кольору. Будь-який колір може бути однозначно розташований у цьому тривимірному просторі за набором координат (L, a, b).
• Значення L (Яскравість): діапазон від 0 до 100. L=100 — чистий білий, L=0 — чистий чорний. У технічних пластмасах чорна частина стає сірою або біла частина стає жовтою, по суті, є зміною значення L.
• значення (Червоно-зелений відтінок): додатні значення позначають червоний колір, від’ємні – зелений. Коли вогнестійкий ABS, який має бути яскраво-червоним, перетворюється на «тьмяно-цегляний», ймовірно, проблема в значенні a.
• значення b (жовто-синій відтінок): додатні значення позначають жовтий колір, від’ємні – синій. Величина b є найбільш «чутливим» параметром – такі матеріали, як PBT, PC і нейлон, схильні до пожовтіння під час високотемпературної обробки. Коли значення b змінюється в позитивну сторону, частина помітно «жовтіє».
II. Три числа, три загальні «симптоми різниці кольорів»
На виробництві ми швидко діагностуємо основні причини за змінами лабораторних значень:
1. Велике відхилення у значенні L – надайте пріоритет перевірці стану матеріалу та процесу формування.
• Високе значення L (занадто білий/блідий): можливо, низька температура прес-форми або недостатній вміст діоксиду титану в кольоровій матковій суміші.
• Низьке значення L (занадто темний): можливо, погіршення якості матеріалу (надмірно висока температура) або погана вентиляція форми.
2. Велике відхилення у значенні – пріоритетно перевірте склад матеріалу.
• Позитивний зсув значення (червонуватий): поширений у вогнезахисних матеріалах, де вогнезахисний склад розкладається за високих температур, спричиняючи зміну кольору барвника.
3. Велике відхилення у значенні b – Пріоритетно перевірте умови сушіння та температуру ін’єкції.
• Позитивний зсув у значенні b (жовтий): найпоширенішою причиною є пересушування або надмірна температура плавлення. Нейлонові матеріали особливо чутливі – дрейф b-значення 0,5 помітний «жовтим» неозброєним оком.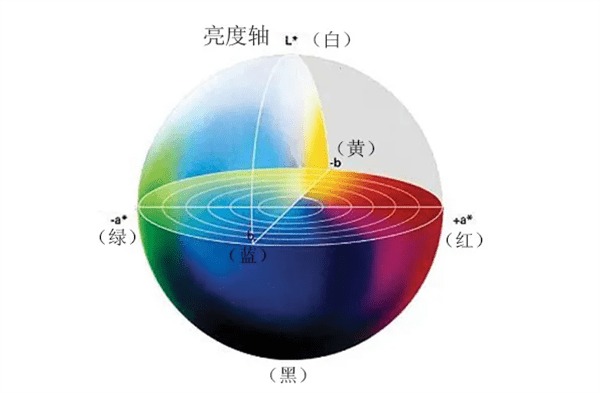
III. Що таке ΔE? Чому ми не можемо покладатися лише на ΔE?
ΔE — це сукупне відхилення за розмірами L, a і b, яке розраховується як:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Він використовує одне число для підсумовування «загальної різниці кольорів», що полегшує швидке судження. Однак проблема полягає в тому, що один і той самий ΔE може представляти дуже різні відхилення кольорів.
Наприклад:
• Випадок A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (трохи занадто білий)
• Випадок B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (відхилення в усіх трьох напрямках)
Обидва мають майже однакові ΔE, але випадок B більш «складний» і може здатися «мутнішим» неозброєним оком. Тому професійний контроль різниці кольорів повинен враховувати як ΔE, так і індивідуальні допуски. Загальний стандарт для деталей салону автомобіля: ΔE < 1,0, з |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Звідки береться різниця кольорів? Чотири спільні джерела
Виходячи з багаторічного досвіду обслуговування клієнтів, основні джерела різниці кольорів поділяються на чотири категорії:
1. Різні партії матеріалів – Різні партії технічного пластику можуть незначно відрізнятися в основному кольорі. Навіть для того самого класу коливання b-значення від партії до партії на 0,3–0,5 для POM не є рідкістю.
2. Процес сушіння неконтрольований – такі матеріали, як нейлон, ПЕТ та ПК, чутливі до вологи. Недосушування або пересушування може призвести до пожовтіння. В одному випадку оператор підвищив температуру сушіння з 80°C до 100°C, що спричинило стрибок b-значення з 1,2 до 2,8, що призвело до скасування всієї партії.
3. Зміщення процесу лиття під тиском – невеликі зміни протитиску, швидкості шнека, швидкості впорскування, тиску витримки, температури форми тощо можуть змінити потік розплаву та поведінку кристалізації, впливаючи на зовнішній вигляд кольору. Матеріали, армовані скловолокном, особливо чутливі.
4. Відмінності в середовищі вимірювання – різні колориметри, джерела світла, вимірювальні отвори або навіть тиск, який застосовує оператор, можуть впливати на показання. Клієнти та постачальники повинні домовитися про уніфікований стандарт вимірювання (наприклад, джерело світла D65, кут спостереження 10°).
V. Висновок: кольором можна керувати
У технічних пластмасах колір більше не є таємницею. Три числа L, a і b перетворюють суб’єктивне відчуття «я думаю, що колір неправильний» в об’єктивний факт «значення L перевищує допустиме значення на 0,6, значення b на 0,8». Розуміння чотирьох джерел різниці кольорів допомагає нам запобігти проблемам до того, як вони виникнуть.